Description
A float-glass lehr conveyor operates continuously at +160°C to +200°C ambient for stretches of 8,000–8,400 hours per year without planned shutdown. Every worm gearbox on the conveyor roller-drive train faces the same specification challenge: maintain full torque transmission at sustained +200°C ambient, prevent lubricant carbonization, hold conveyor tension during zone-transition thermal gradients, and achieve service-life targets of 5–7 years between major rebuilds. Standard worm gearboxes rated for general industrial duty fail seal carbonization at +90°C, lubricant degradation at +120°C, and housing thermal-distortion above +150°C. The HRV104 is engineered for the full +200°C envelope: proprietary ceramic-composite seal, PAG synthetic lubricant qualified to +220°C, and ductile-iron housing with thermal-expansion-controlled bearing seats.

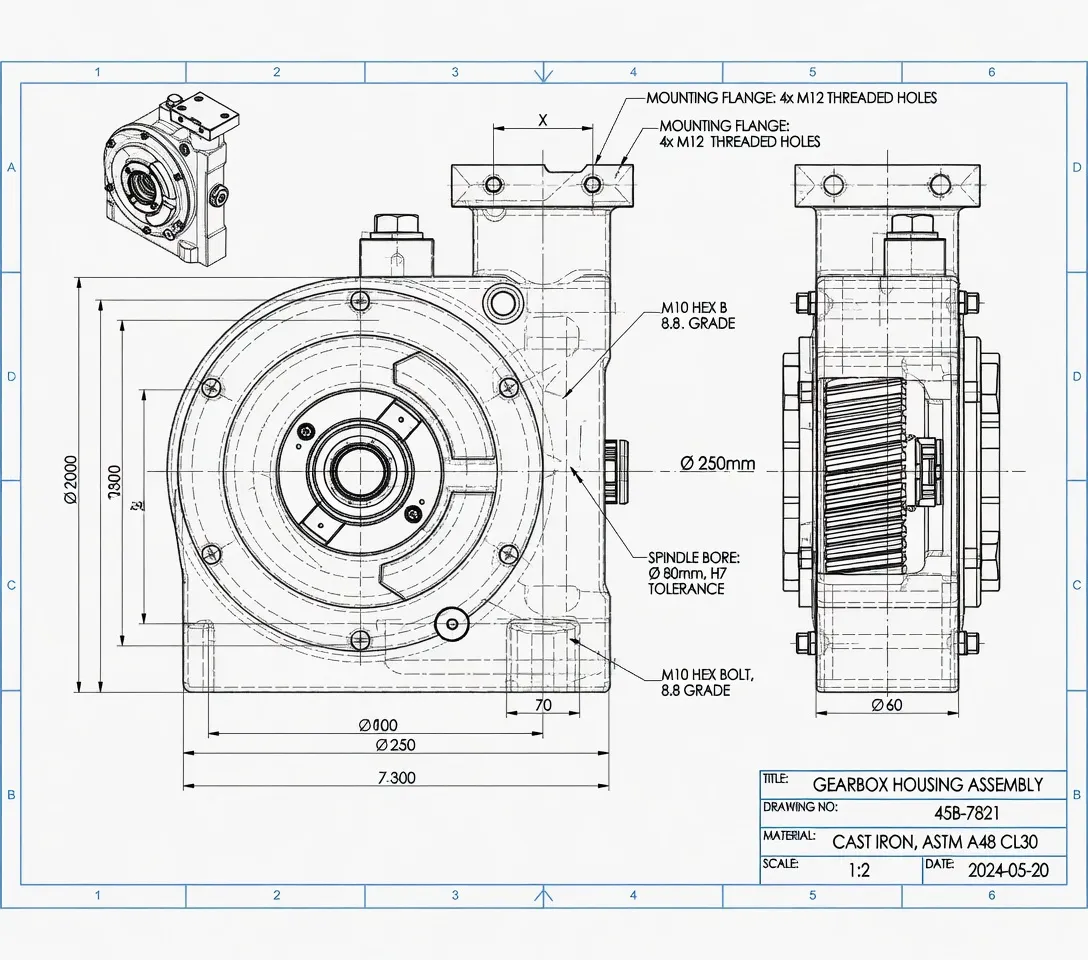
Key Specifications & Parameters of the HRV104 High-Temperature Worm Gearbox
The HRV104 occupies a 104 mm flange-diameter mounting envelope matched to the glass and ceramic industry standard roller-drive interfaces. Ductile-iron housing (EN-GJS-400-15), bronze worm wheel hardened for sustained high-temperature operation, and case-hardened steel worm screw with chromium-plated surface for high-temperature corrosion resistance. All ratings reference 1,400 rpm input under ISO 14521 worm gear load capacity methodology, with +200°C ambient derating documented in the supply-engineering file.
| Parameter | Value | Note |
|---|---|---|
| Mounting envelope | 104 mm flange | Glass/ceramic industry std |
| Continuous torque | 290 Nm | Lehr roller-drive duty |
| Peak torque | 490 Nm | Roller-jam event |
| Reduction ratio range | 5:1 – 100:1 | 20:1, 30:1, 40:1 most common |
| Max sustained ambient | +200°C | Certified continuous rating |
| Peak ambient (short-term) | +230°C | <1 hr excursion |
| Seal material | Ceramic-composite | Rated to +260°C |
| Lubricant type | PAG synthetic | Qualified to +220°C |
| Housing material | Ductile iron EN-GJS-400-15 | Thermal-expansion controlled |
| Total weight | 18.2 kg | Ductile-iron construction |
| Output bore | Ø32 mm | Solid or hollow shaft |
| Service life target | 5–7 years continuous | At full +200°C rated ambient |
What Is a High-Temperature Worm Gearbox & Why Glass & Ceramic Industry Needs It
A high-temperature worm gearbox for the glass and ceramic industry is a worm reducer engineered to operate continuously at sustained ambient temperatures of +150°C to +200°C — the operating environment inside glass annealing lehrs, ceramic-tile kiln conveyor sections, glass-tempering furnace pre-heat zones, and sanitary-ware kiln exit sections. The high-temperature duty profile creates four failure mechanisms that general-industrial worm gearboxes cannot survive:
- Lubricant degradation and carbonization: At sustained +160–200°C, standard mineral-oil and PAO synthetic lubricants oxidize rapidly, building carbonaceous deposits on gear mesh and bearing surfaces that act as abrasive particles and insulate the heat-transfer path. PAO lubricants typically fail within 500–800 hours above +150°C. The HRV104 uses PAG (polyalkylene glycol) synthetic lubricant with an oxidation-onset temperature of +220°C — delivering 3,000–5,000 hours of service life at +200°C sustained ambient.
- Seal lip carbonization: NBR, HNBR, and standard FKM (Viton) seal lip materials undergo elastic modulus degradation above +150°C, losing lip-force contact and allowing lubricant seepage under thermal cycling. The HRV104 proprietary ceramic-composite seal uses a PTFE-ceramic-fiber composite lip rated to +260°C — maintaining positive sealing contact through continuous thermal cycling between lehr-start cold ambient and full +200°C operating temperature.
- Housing thermal distortion affecting bearing preload: Aluminum die-cast housings develop thermal-expansion mismatches between the aluminum housing and steel bearing races at sustained high temperatures, relieving bearing preload and inducing axial play that accumulates into backlash growth and bearing wear. The HRV104 ductile-iron housing has a thermal expansion coefficient (12 μm/m·K) closely matched to the steel bearing races, maintaining bearing preload through the +200°C thermal range.
- Worm screw surface oxidation: Case-hardened steel worm screws develop oxidation scaling at sustained temperatures above +160°C unless the surface is protected. The HRV104 worm screw receives a 15–25 μm electrolytic hard chrome plating after profile grinding, providing oxidation resistance and maintaining surface finish Ra ≤0.4 μm through the high-temperature operational environment.
Per ISO 14521 (worm gear load capacity) and DIN 3996 (worm gear strength) with high-temperature thermal derating applied per AGMA 9005-F16 (industrial gear lubrication standard), a properly-sized HRV104 at 1.7× service factor for typical glass-lehr roller-drive duty delivers a service life of 5–7 years between major rebuild events at sustained +200°C ambient — matching the planned-maintenance cycles typical of glass and ceramic kiln operations. For deeper technical reference on high-temperature worm gearbox engineering, see the comprehensive worm gearbox technical guide.

Types of HRV104 Configurations for Glass & Ceramic Equipment
The HRV104 platform supports four standard variants matching the major glass and ceramic equipment drive configurations:
| Variant | Temp Rating | Output Style | Best Application |
|---|---|---|---|
| HRV104-HT160 | +160°C sustained | Solid shaft Ø32 | Tile kilns, annealing zones |
| HRV104-HT200 | +200°C sustained | Solid shaft Ø32 | Float-glass lehr, tempering furnace |
| HRV104-H | +200°C sustained | Hollow shaft Ø32 | Direct kiln roller-shaft mount |
| HRV104-VFD | +160°C sustained | Solid shaft Ø32 | Variable-speed lehr zone control |
The hollow-shaft HRV104-H variant is the operational specification for ceramic kiln roller-drive applications, where the kiln roller shaft passes directly through the gearbox bore. This direct-mount arrangement eliminates the coupling between gearbox and roller, removing a component that would otherwise fail in the high-temperature environment. The VFD variant matches an inverter-duty motor for variable-speed lehr conveyor zones where glass ribbon speed must be modulated to match forming and cooling process requirements. For worm gear component specifications for custom kiln-drive platform requirements, the worm gear material and machining knowledge base provides component-level reference data.
HRV104 Production Process — High-Temperature Engineering Flow
The HRV104 production flow differs from standard worm gearbox manufacturing in five engineering-critical stages: ductile-iron housing manufacturing, worm-screw hard-chrome plating, ceramic-composite seal assembly, PAG lubricant fill, and high-temperature operational validation. Six stages:
- Ductile-iron housing manufacturing: EN-GJS-400-15 ductile iron sand-cast in ceramic-lined molds to minimize gas porosity at the elevated casting temperature. Stress-relief annealing at 600°C for 14 hours, then precision CNC machining of bearing seats and mounting interfaces. Bearing-seat bores are machined to H7 tolerance with thermally-compensated bore diameter to account for the housing expansion at +200°C operating temperature — maintaining the designed bearing preload across the full thermal range.
- Worm screw machining & chrome plating: 20CrMnTi steel case-hardened HRC 60–62 (case depth 0.8–1.2 mm), then CBN profile-ground to ISO 1328 Class 7 with surface finish Ra ≤0.3 μm. Post-grinding: 15–25 μm electrolytic hard-chrome plating (ASTM B177 standard) for high-temperature oxidation resistance, followed by a final polishing step to Ra ≤0.4 μm to maintain EHL film formation at reduced lubricant viscosity.
- Bronze worm wheel casting: CuSn12Ni2 phosphor bronze centrifugally cast, achieving HB 100–115. High-temperature service note: at sustained +200°C, bronze worm-wheel hardness reduces by approximately 8–12% (HB 88–105) due to thermal softening. This is accounted for in the HRV104 torque derating; the bronze still maintains adequate bearing surface properties for worm-mesh contact at the derated operating torque.
- Ceramic-composite seal installation: PTFE-ceramic-fiber composite lip seals rated to +260°C installed on input and output shafts. Seal installation uses a hydraulic press to achieve the precise radial contact force required for positive sealing at high temperature without excessive friction. Each sealed assembly is leak-tested at 0.5 bar air pressure before proceeding to lubricant fill.
- PAG lubricant fill: Polyalkylene glycol (PAG) synthetic lubricant ISO VG220 grade, qualified for sustained use to +220°C with oxidation-onset temperature of +235°C. Volume: 310 ml. PAG lubricant is hygroscopic — the fill procedure uses dry-nitrogen-purged containers and is completed within 2 hours of housing opening to minimize water absorption.
- High-temperature validation testing: Each HRV104-HT200 unit is oven-cycled to +200°C for 24 hours (3 thermal cycles), then run-tested at rated load for 2 hours. Acceptance: no lubricant seepage at any seal, temperature-rise above ambient <45°C, backlash within shipping spec, no audible gear-mesh or bearing-side anomaly.

How to Select the Right High-Temperature Worm Reducer for Glass & Ceramic Equipment
A seven-step procedure for HRV104 specification. The high-temperature-specific steps replace the general-industrial assumptions used for catalog reducer selection.
- Classify maximum sustained ambient temperature: For glass lehr hot zones and tempering furnace pre-heat: typically +160–200°C sustained. For ceramic tile kiln exit zones: +120–160°C sustained. For annealing zone conveyor auxiliaries: +80–130°C sustained. Specify HRV104-HT200 for any application above +130°C sustained; specify HRV104-HT160 for +80–130°C.
- Calculate thermal-derated continuous torque: High-temperature ambient requires service-factor adjustment: at +160°C, apply 1.4× to catalog rated torque; at +200°C, apply 1.7×. This accounts for bronze-wheel thermal softening and reduced lubricant viscosity at operating temperature.
- Determine output speed: Glass lehr roller-drive: 40–120 rpm output depending on glass ribbon speed and roller diameter. Ceramic kiln roller: 30–90 rpm output. Tempering furnace conveyor: 60–180 rpm output. Calculate ratio = motor rpm / required output rpm.
- Select lubricant variant: +80–130°C sustained: high-temperature PAO synthetic (ISO VG460, rated to +140°C). +130–200°C sustained: PAG synthetic (ISO VG220, rated to +220°C). Do not use standard PAO synthetic above +130°C sustained — oxidation-onset temperature is insufficient for glass/ceramic kiln service.
- Choose output configuration: Solid shaft (HRV104-HT200 standard) for coupled roller-drive via flexible coupling; hollow shaft (HRV104-H) for direct kiln-roller shaft mount eliminating the coupling; VFD variant for variable-speed lehr conveyor zones.
- Plan the seal-replacement interval: Even the ceramic-composite seal has a finite service life at sustained +200°C — 18–24 months is the recommended preventive-replacement interval. Plan the seal-kit replacement to coincide with kiln cleaning or planned-maintenance windows.
- Specify motor & heat-shield requirement: Motors mounted adjacent to the gearbox in the high-temperature zone typically require a heat-shield plate between the motor mounting flange and the gearbox housing. We supply the motor-mount heat-shield kit for all HRV104 variants used above +120°C ambient. Contact our high-temperature worm gearbox engineering team with your kiln or lehr platform details for project-specific specification support.
Compatible Components & Spare Parts We Stock
| Component | Specification | Use Case |
|---|---|---|
| Chrome-plated worm shaft | 20CrMnTi + 20μm hard chrome | Replacement worm screw |
| Bronze worm wheel | CuSn12Ni2, custom keyway | Mid-life rebuild kit |
| Worm and gear set | Matched pair, chrome-plated worm | Complete drivetrain swap |
| Ceramic-composite seal kit | PTFE-ceramic, rated +260°C | 18–24 month preventive |
| PAG lubricant refill | ISO VG220, +220°C rated | 3,000–5,000 hr change interval |
| Heat-shield motor-mount kit | Stainless + ceramic-fiber | Required above +120°C ambient |
| High-temp bearings (pair) | SKF HTB class, +200°C grease | Service rebuild |
All HRV104 components are stocked as separate spares for glass-plant and ceramic-plant maintenance operations. The ceramic-composite seal kit and PAG lubricant refill are the most-ordered preventive-maintenance items across the deployed HRV104 base — typically scheduled to coincide with kiln cleaning or planned-maintenance windows to minimize operational disruption. For detailed industrial application case studies covering high-temperature kiln and furnace worm gearbox deployment, see the industrial worm reducer applications knowledge base.
HRV104 Application Sectors Across the Glass & Ceramic Industry
The HRV104 is deployed across the full glass and ceramic production chain where sustained high-temperature ambient exceeds the capability of general-industrial worm gearboxes:
- Float-glass annealing lehr drives: Roller-drive gearboxes across the lehr conveyor hot zone, running continuously at +160–200°C for the glass ribbon annealing process. Typical deployment: 40–80 HRV104 units per float-glass lehr line.
- Glass-tempering furnace conveyors: Roller-drive and transport-chain drives inside glass-tempering furnace pre-heat and tempering zones. The tempering zone reaches +700°C — the HRV104 addresses the auxiliary drives outside the furnace inner zone where ambient reaches +160–200°C.
- Ceramic tile kiln roller drives: Roller-hearth kiln roller-drive gearboxes for ceramic tile, sanitaryware, and technical ceramics firing. The HRV104-H hollow-shaft variant integrates directly with the roller-shaft for the clean direct-mount preferred by Sacmi and Siti B&T kiln platforms.
- Glass-bottle annealing lehrs: Container-glass annealing lehr conveyor drives in glass-bottle and glass-jar manufacturing plants. The high-cycle reversing-plus-high-temperature combination makes this application particularly demanding for general-industrial gearboxes.
- Sanitary-ware kiln exit sections: Conveyor drive gearboxes in the exit sections of sanitaryware firing kilns (toilet bases, basins, tiles). Exit sections reach +140–180°C ambient; HRV104-HT160 or HRV104-HT200 as appropriate.
- Technical ceramics & refractory firing: Specialist kiln conveyor drives for firing technical ceramics (alumina, zirconia), refractory brick, and advanced ceramics in defense, aerospace, and electronics applications.
- Glass-fiber manufacturing furnace drives: Bushing-plate heater conveyor drives and forming-section conveyor auxiliaries in continuous-filament glass-fiber manufacturing.
What Glass & Ceramic Plant Engineers Say About the HRV104
“Specified HRV104-HT200 across 64 roller-drive positions on a float-glass lehr modernization. Previous European-brand gearboxes were requiring PAG lubricant change every 8–10 months due to carbonization at +185°C lehr ambient. At 28 months into the HRV104 deployment, oil-sample analysis shows clean lubricant at 22–26 months — significantly past the previous change interval.”
— Sebastien P., Process Engineering Lead, Float-Glass Plant, Morocco
“Built HRV104-H hollow-shaft units into a ceramic tile kiln roller-drive retrofit covering 180 drive positions. Drop-in fit on all 180 with the direct-shaft-mount configuration that Sacmi kiln platforms require. Ceramic-composite seal performance at +170°C lehr exit-zone ambient: two years in, zero seal-related lubricant seepage events.”
— Antonio F., Mechanical Maintenance Manager, Ceramic Tile Plant, Peru
“Specified HRV104-VFD for variable-speed lehr conveyor zone control on an architectural glass line. PAG lubricant behavior under VFD variable-speed cycling in the +150–180°C zone performed as the engineering specification promised — no unusual wear on quarterly oil-sample checks through 20 months of continuous operation.”
— Thomas K., Electrical & Drive Systems Engineer, Architectural Glass OEM, Nigeria
“Replaced 38 worn-out gearboxes on a glass-bottle annealing lehr that had been running on standard industrial gearboxes requiring quarterly lubricant changes at +165°C. The HRV104-HT200 with PAG fill has now run 30 months on the first lubricant fill with no change needed per oil-sample condition data.”
— Mehmet B., Plant Reliability Engineer, Container Glass Plant, Tunisia
Why Source the HRV104 High-Temperature Worm Gearbox From Us
Three reasons glass-plant and ceramic-plant engineers source HRV104 from gearboxesworm.net:
- Genuine +200°C engineering, not a marketing claim: The ceramic-composite seal rated to +260°C, PAG lubricant qualified to +220°C, ductile-iron housing with thermally-compensated bearing seats, and worm-screw hard-chrome plating are each specific engineering choices driven by the +200°C requirement. This is not a relabeled general-industrial gearbox with a +200°C sticker — it is an engineering system designed specifically for the glass-lehr and ceramic-kiln duty envelope. Read more about our high-temperature worm gearbox engineering background.
- Glass & ceramic equipment platform compatibility: We maintain compatibility documentation against the major glass and ceramic equipment OEM platforms (Grenzebach, Mappi, Glaston, Lisec, Sacmi, Siti B&T, Riedhammer, Noritake). For most lehr and kiln modernization projects, the HRV104 is direct mechanical drop-in for failed European-brand high-temperature gearboxes — saves the custom engineering work that OEM-original service sources require.
- Project-volume pricing for lehr and kiln retrofits: Typical float-glass lehr modernization projects involve 40–80 drive positions; ceramic kiln roller-drive retrofits 80–200 positions. Project-volume pricing tiers at 20, 50, 100, and 250 unit project scope are available. The 50-unit tier typically saves 28–35% versus single-unit pricing — meaningful for glass-plant or ceramic-plant capital maintenance budget.
Frequently Asked Questions About the HRV104 High-Temperature Worm Gearbox
1. What’s the actual lubricant service life at +200°C compared to standard worm gearboxes?
Standard PAO synthetic lubricant (ISO VG220) has an oxidation-onset temperature of approximately +140°C. At +165–200°C sustained, PAO oxidizes and begins carbonizing within 500–1,200 hours — driving quarterly lubricant changes on glass lehr deployments. The HRV104 PAG synthetic lubricant (ISO VG220) has an oxidation-onset temperature of +235°C and remains thermally stable for 3,000–5,000 hours at +200°C sustained. Field data from float-glass lehr deployments shows first-change intervals of 24–30 months vs 3–4 months with standard PAO — a 6–8× improvement in lubricant service life.
2. What’s the torque derating required at +200°C ambient vs catalog rated torque?
At +200°C sustained ambient: apply 1.7× service factor to catalog rated continuous torque (i.e., size the gearbox for 1.7× the actual application continuous torque). This accounts for: bronze-wheel thermal softening (-10% hardness), reduced PAG lubricant viscosity at +200°C (ISO VG220 drops to approximately 8 cSt, marginally adequate for EHL film formation at rated load), and reduced bearing dynamic capacity at high temperature. At +160°C sustained: apply 1.4× service factor. At +130°C sustained: apply 1.2× service factor (the high-temperature PAO variant is adequate at this temperature).
3. Why is PAG lubricant hygroscopic and how does the manufacturing process address this?
PAG lubricants absorb atmospheric moisture through their ether-oxygen backbone chemistry. In service, this is not a problem because the operating temperature keeps moisture below solubility. However, during assembly and storage, moisture absorption can cause viscosity increase and potential rust on ferrous surfaces during prolonged cold storage. The HRV104 manufacturing process addresses this through: (1) dry-nitrogen-purged lubricant containers, (2) a 2-hour maximum open-time between housing opening and fill completion, (3) nitrogen back-fill on the completed gearbox, and (4) hermetically sealed shipping packaging. Storage recommendation: keep sealed until installation; if stored >12 months, check PAG viscosity before use.
4. Is the HRV104 mechanically interchangeable with Grenzebach, Mappi, or Glaston lehr-drive gearboxes?
Yes for the major glass equipment platforms — the HRV104 104 mm mounting envelope and output-shaft dimensions match the high-temperature worm gearbox convention used in Grenzebach, Mappi, Glaston, and similar OEM lehr platforms. For most lehr modernization projects, the HRV104 is direct mechanical drop-in for failed OEM-original high-temperature gearboxes. For specific platform model verification, contact our team with the OEM platform model and original gearbox part number. Bring the lehr drawing showing the mounting interface dimensions if available.
5. What service life can I expect in continuous float-glass lehr operation?
For continuous 24/7 float-glass lehr operation at sustained +185–200°C ambient: 5–7 years between major rebuild events (bronze worm wheel + chrome-plated worm screw replacement + bearing rebuild). The ceramic-composite seal requires preventive replacement at 18–24 month intervals within this period. The PAG lubricant requires change at 3,000–5,000 hour intervals (24–30 months at 24/7 operation). The ductile-iron housing has effectively unlimited service life when maintained per schedule.
6. Can standard PFPE or silicone lubricants be substituted for PAG in the HRV104?
PFPE (perfluoropolyether) and silicone lubricants are rated for higher temperatures (+250°C and above) but are not recommended for HRV104 worm gear service for two reasons. PFPE has extremely low boundary-lubrication additive capacity, resulting in high wear under the sliding-contact stress of worm-gear mesh. Silicone lubricants also have very low load-carrying capacity. Both fail worm-gear tooth-flank protection quickly under the EHL + boundary-lubrication regime of worm gearbox contact mechanics. The PAG synthetic is the technically correct high-temperature lubricant choice for worm gear applications up to +220°C. Above +220°C, specialized high-temperature gear greases applied to open-gearing configurations are the engineering approach.
7. What lead times apply for HRV104 standard vs high-temperature configurations?
HRV104-HT160 in common ratios (20:1, 30:1, 40:1, 50:1) ships from semi-finished inventory within 3–4 weeks (the ductile-iron housing requires a longer manufacturing lead-time than aluminum die-cast). HRV104-HT200 typically ships within 4–5 weeks given the high-temperature validation testing requirement. HRV104-H hollow-shaft variant adds one week. For lehr or kiln modernization projects (20+ units), dedicated production allocation can be arranged with 6–8 week project lead time — contact our team for project-specific scheduling.

Specifying a High-Temperature Worm Gearbox for Your Glass, Ceramic, or Kiln Project?
Send our high-temperature drive specialists your kiln or lehr platform, sustained ambient temperature, drive torque/speed, and project unit count — we’ll return a sized HRV104 recommendation, service-life projection, and project-volume pricing within one business day.


